
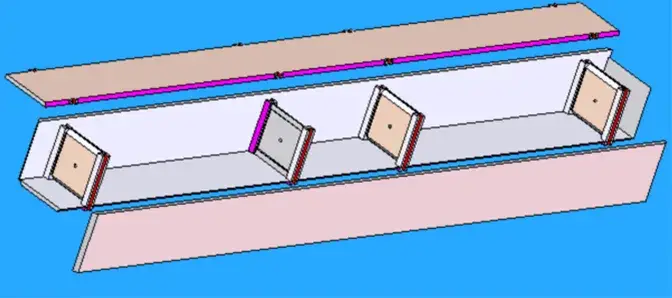
Box Beam Welding Line


Box beam welding lines cover the complete production flow, starting from raw material loading and assembly, and continuing through tack welding, electroslag welding, double-wire double-arc submerged arc welding, and end-face machining. Since all of these processing stages are connected within one line, production flows more smoothly from one step to the next. Even under single-shift operation, thanks to box beam welding lines the annual output can exceed 12,000 tons.
Specifications
- Max. Workpiece Cross-Section: 1200×1200mm
- Min. Workpiece Cross-Section: 300×300mm
- Workpiece Length: 4000-15000mm
- Plate Thickness: 20-60mm
- Workpiece Weight: ≤20t
Production Process
-
 Cutting plates to box column dimensions
Cutting plates to box column dimensions -
 Marking, bevel cutting, and cutting electroslag welding openings
Marking, bevel cutting, and cutting electroslag welding openings -
 Diaphragm assembly
Diaphragm assembly -
 Flange plate and diaphragm assembly
Flange plate and diaphragm assembly -
 U-shape assembly
U-shape assembly -
 90° flipping for manual diaphragm welding
90° flipping for manual diaphragm welding -
 Reverse 90° flipping for manual diaphragm welding
Reverse 90° flipping for manual diaphragm welding -
 Box section assembly
Box section assembly -
 Transfer to the electroslag welding area for flipping and electroslag welding
Transfer to the electroslag welding area for flipping and electroslag welding -
 Flipping, inspection, and riser removal
Flipping, inspection, and riser removal -
 90° flipping for manual repair welding of the main weld seam
90° flipping for manual repair welding of the main weld seam -
 Gas-shielded root welding
Gas-shielded root welding -
 Flipping and gas-shielded root welding
Flipping and gas-shielded root welding -
 Twin-wire twin-arc welding
Twin-wire twin-arc welding -
 180° flipping for manual repair welding of the main weld seam
180° flipping for manual repair welding of the main weld seam -
 Twin-wire twin-arc welding of the main weld seam
Twin-wire twin-arc welding of the main weld seam -
 Painting
Painting -
 Fit-up and assembly welding
Fit-up and assembly welding -
 Shot blasting
Shot blasting -
 Painting
Painting
Box Beam Welding Line Configuration
-
- Quantity: 1 unit
- Workpiece size: 300-1200mm
- Max. diaphragm thickness: 80mm
- Tilting motor power: 0.75kW
- Tilting speed: 1rpm
- Worktable loading capacity: 1500kg
- Rotation center height: 1000mm
- Worktable tilting angle: ±180°
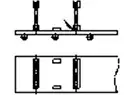
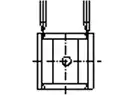
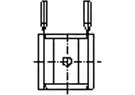
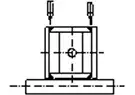
 GZ12 Box Column Diaphragm Assembly Machine
GZ12 Box Column Diaphragm Assembly Machine -
- Workpiece size: 300-1200mm
- Workpiece length: 4000-15000mm
- Max. loading capacity: 20t
- Gantry travel speed: 6m/min
- Hydraulic pressure: 14MPa
- Max. pressure (side cylinders): 15t
- Max. pressure (top cylinder): 30t
- Max. stroke (side cylinders): 800mm
- Max. stroke (top cylinders): 900mm
- Vertical stroke (side pressing heads): 1000mm
- Travel motor power: 1.1kW×2
- Hydraulic pump motor power: 11kW
- Roller motor power: 2.2kW
- Roller conveying speed: 9.3m/min
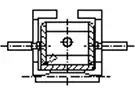
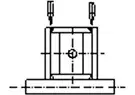
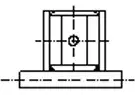
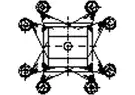
 UBZ12 Steel Box Beam Assembling Machine
UBZ12 Steel Box Beam Assembling Machine -
- Quantity: 6 sets (2 units/set)
- Max. loading capacity: ≤20t
- Workpiece cross-section: 300×300mm to 1200×1200mm
- Workpiece length: 4000-15000mm
- Travel motor power: 2.2kW
- Travel speed: 5m/min
- Max. hydraulic pressure: 20MPa
- Rail distance (center-to-center): 740mm (spacing is determined by workpiece length or specific processing requirements)
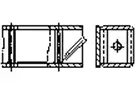
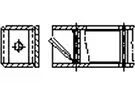
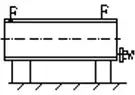
 YF1220 (G) Mobile 180° Hydraulic Flipper
YF1220 (G) Mobile 180° Hydraulic Flipper -
- Quantity: 2 units (sharing a common rail)
- Trolley travel speed: 6m/min
- Total power capacity: 1.5kW
- Workpiece cross-section: 300×300mm to 1200×1200mm
- Workpiece length: 4000-15000mm
- Total rail length: 18m
- Rail gauge: 1500mm
 XSD12 Electroslag Welding Machine
XSD12 Electroslag Welding Machine -
- Quantity: 4 units (2 for root pass zone, 2 for fill pass zone)
- Workpiece size: 300-1200mm
- Workpiece length: 4000-15000mm
- Rail length: 18m
- Welding speed: 0.24-2.4m/min (optimal speed is determined by weld fillet size, weld wire diameter, and specific welding processes)
- Rapid return speed: 3m/min
- Total power: 2.6kW
- Welder rated capacity: 25kVA×4
- Gas source pressure: 0.4-0.8MPa
 XQ12 Cantilever Welding Machine
XQ12 Cantilever Welding Machine -
- Workpiece size: 300-1200mm
- Workpiece length: 4000-15000mm
- Rail length: 18m
- Welding speed: 0.24-2.4m/min (optimal speed is determined by weld fillet size, weld wire diameter, and specific welding processes)
- Rapid return speed: 3m/min
- Rail gauge: 1400mm
- Total power: 2.6kW
- Flux recovery unit power: 3kW×2
- Gas source pressure: 0.4-0.6MPa
- Flux recovery capacity: 50kg×2
- Welding wire diameter: 4-5mm
 LHF12 Cantilever Submerged Arc Welding Machine
LHF12 Cantilever Submerged Arc Welding Machine -
- Max. workpiece cross-section (H×W): 1500×2000mm
- Round pipe diameter: 1500mm
- Horizontal feed speed (X-axis): 50-500mm/min
- Vertical feed speed (Y-axis): 50-500mm/min
- (optimal feed speeds are determined by the cutting tool and depth of cut)
- Horizontal feed motor power: 2.4kW, 1500rpm
- Vertical feed motor power: 1.5kW, 1500rpm
- Milling head model: 1TX32
- Milling motor power: 5.5kW
- Spindle speed: 125-630r/min (adjustable via gear change)
- Spindle stroke (extending): 80mm
- Milling head swivel angle: 0–45° (manual adjustment)
- CNC control unit: GSK980Mdi
- Milling cutter diameter: 125-320mm (standard ⌀125mm face milling cutter included)
- Power supply: 3-Phase, AC 380V, 50Hz
 DX1520 CNC End Face Milling Machine
DX1520 CNC End Face Milling Machine -
- Quantity: 1 set (comprising 4 units)
 End Face Milling Machine for Steel Beams
End Face Milling Machine for Steel Beams -
- Lifting capacity: 20t/set
- Lifting stroke: 80mm
- Hydraulic pressure: 16MPa
- Travel motor power: 1.5kW
- Travel speed: approx. 5m/min
- Rail distance (center-to-center): 700mm
- Hydraulic unit power: 15kW
YGJ20 Steel Beam Transfer Unit -
- Quantity: 1 set
- Total length: approx. 167m (includes roller conveyors for both the assembly zone and the welding zone)
Roller Conveyor System








Features

- More than 60 box column production lines have already been supplied to structural steel manufacturers in China, which shows that this is a mature production solution with solid use in real factory conditions.
- The production flow is arranged in a practical way, with auxiliary steps fully considered as part of the line. Manual diaphragm welding, root welding, cutting of electroslag welding tabs and risers, and weld inspection can all be carried out on the welding line, so overhead crane support is generally only needed during assembly and when finished box columns are taken off the line.
- Welding performance is supported by dedicated process development rather than trial and error on the shop floor. A specialized welding laboratory and repeated testing of twin-wire twin-arc submerged arc welding as well as consumable-nozzle electroslag welding help provide more mature welding procedures and more accurate process parameters for box column production.
- Electroslag welding openings are cut in advance instead of being drilled later, which helps avoid welding defects caused by cutting fluid that may remain in drilled holes.
- The movable 180° hydraulic flipper runs on wheels with motor-driven travel, so flipping is not limited to one fixed position. This improves stability during turning and reduces impact on the support structure. After U-shape assembly, the workpiece can be flipped 90° to either side, which keeps diaphragm welding in the downhand position and avoids overhead welding caused by one-way flipping only.
- The cantilever welding machine uses twin-wire twin-arc welding together with a combined mechanical and pneumatic seam-tracking system. This improves welding efficiency, supports stable weld quality, and avoids the positioning limits of a seam-tracking system that relies on pneumatic control alone.
- The diaphragm assembly machine is one of our patented products, valued by users for its flexible positioning and practical operation.