Bridge Deck U-Rib Welding Line




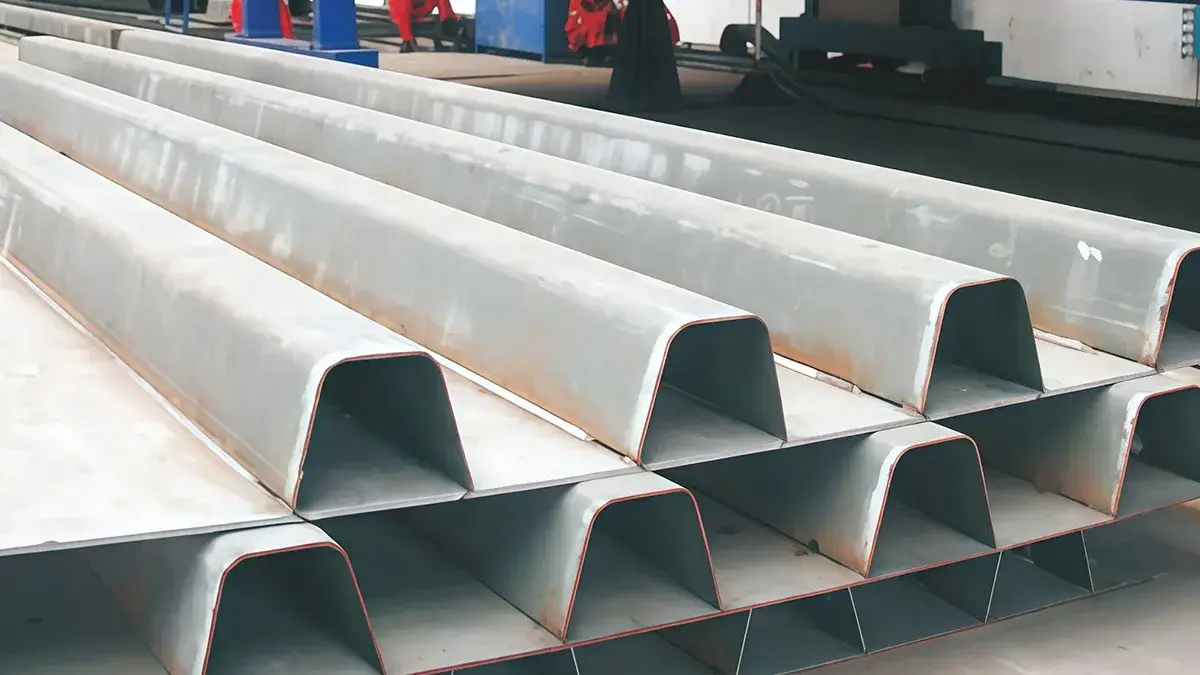
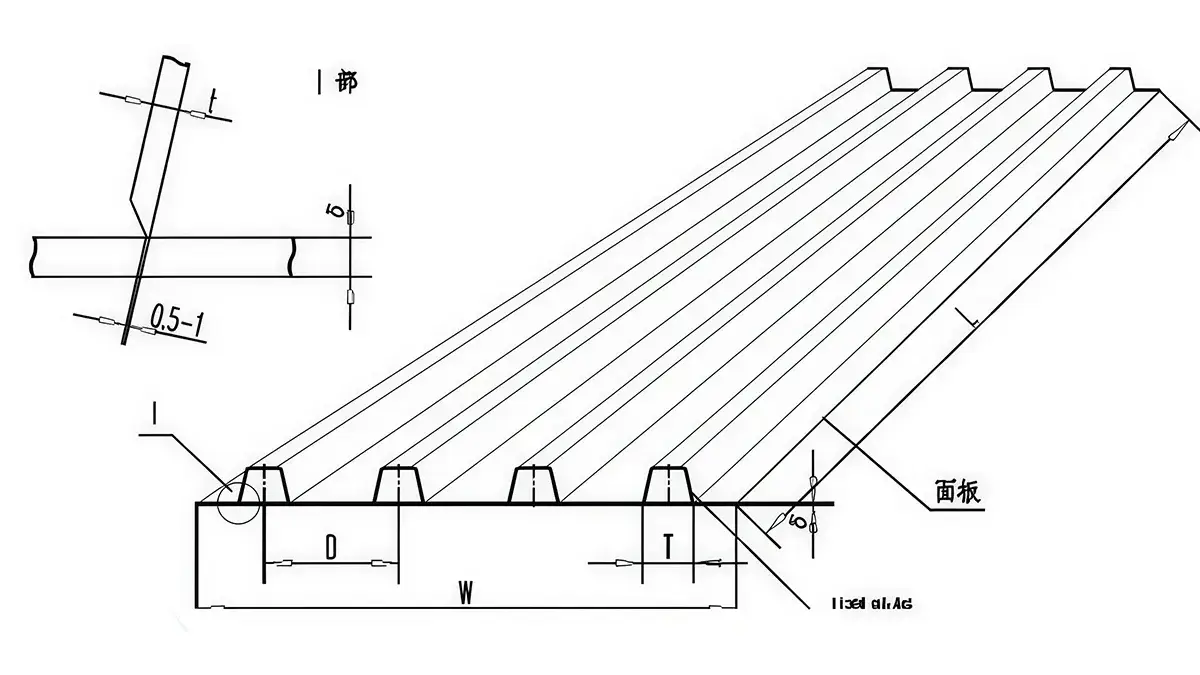
Bridge deck U-rib welding lines are used to produce bridge deck panel units for large steel bridge projects, where production volume is high, delivery schedules are tight, and both forming and welding quality need to be kept under close control. As demand for this type of bridge fabrication continues to grow, automated production has become increasingly important. Developed for bridge deck U-rib production, this structural steel welding line can carry out the full automated process from raw material loading and forming to welding and finished U-rib panel output. These production lines have already been supplied to several bridge manufacturers in China, including Shanhaiguan Bridge Group, Wuchuan Shipbuilding Industry, ZPMC, and Zhongtai Bridge Steel Structure (ZTSS). The structure of a typical bridge deck panel unit is shown below.

-
 Double-Sided Beveling Machine
Double-Sided Beveling MachineAfter cutting, both edges of the steel plates are beveled with a 2/3 side edge milling machine. Depending on production requirements, this milling system can be set up for different steel plate thicknesses, widths, and lengths, and it can process up to ten stacked plates at one time to improve efficiency.
-
 U-Rib Forming Machine
U-Rib Forming MachineU-rib forming mainly relies on two production methods, one aimed more at higher efficiency and the other at lower equipment investment and more regular shaping. The first method uses a cold roll forming machine to shape the steel plate step by step, with the bevel and root face prepared during the same operation. This approach improves production efficiency, but it also requires greater equipment investment and is more likely to cause issues such as edge waviness, uneven bevels, or less regular shaping. The second method takes a different approach, with the plate first cut by plasma, then beveled by machining, and finally formed on a CNC press brake, which usually gives a cleaner and more regular finished shape.
-
 U-Rib Assembly Machine
U-Rib Assembly MachineThe deck plate is placed on the work platform and positioned against the locating devices on the table. The U-ribs are then aligned with the pre-marked lines on the plate, pressed in sections, and tack welded in place to complete assembly of the workpiece. Two clamping options are available for this process: hydraulic clamping or manual screw clamping.
-
 Multi-Head U-Rib Welding Machine
Multi-Head U-Rib Welding MachineAfter assembly, the deck panel unit is fixed on a welding platform with an adjustable flipping angle. A mechanical seam-tracking system keeps each welding torch aligned with the weld seam, while the gantry travels with variable-frequency stepless speed control to weld both sides of multiple U-ribs in sequence. Depending on production requirements, the welding process can be configured for either MIG welding or SAW. The welding machine can also be designed as an anti-deformation fixture or as a flat working table.
-
 Straightening Machine for U-Rib Panel
Straightening Machine for U-Rib PanelAfter welding, U-rib panel units may deform due to heat input during the welding process. Once welding is completed, the workpiece is flipped 180° and corrected by flame straightening.